Rilsan® PA11 Fine Powders Application Process



Surface Preparation and Primers
Why treat the surface before applying Rilsan® PA11 coating?
Surface pre-treatment includes the necessary steps that precede the application of a Rilsan® PA11 powder coating on the substrate to be protected. The purpose of the pre-treatment stage is twofold. First, it eliminates all impurities from the surface prior to coating. Second, one or more protective undercoats can be applied to obtain a high-quality coating and achieve optimum performance. The lifetime of the protective coating very much depends on the quality of the preliminary surface treatment.
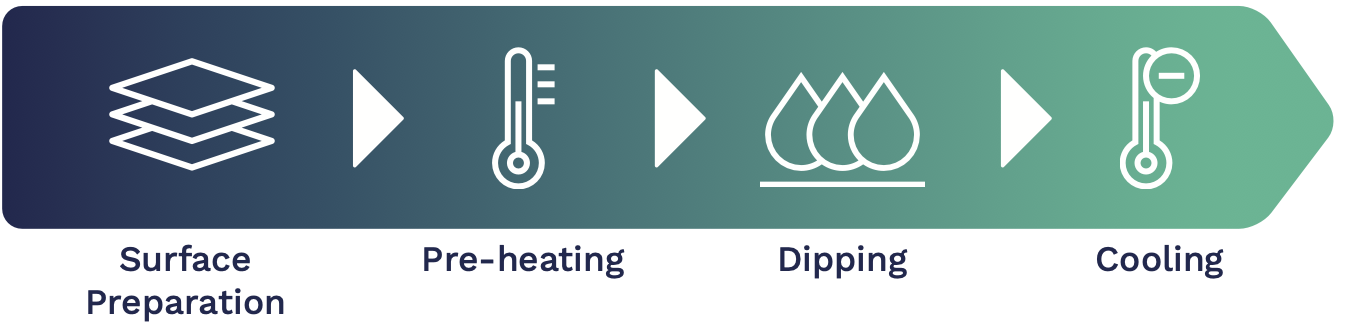
Fluidized Bed Dipping Process
Fluidized bed dip-coating consists of immersing a heating part into powder suspended by rising airflow. As soon as the Rilsan® PA11 powder comes into contact with the preheated article, it melts and forms a film on the surface of the component. This process produces a consistent thickness, even on parts with complex profiles (internal and external coatings in one operation).
The dip-coating process is efficient (100% transfer) and straightforward. All Rilsan® T/FB grades have been developed specifically for this technology along with a tailored primer range.
 |
 |
 |
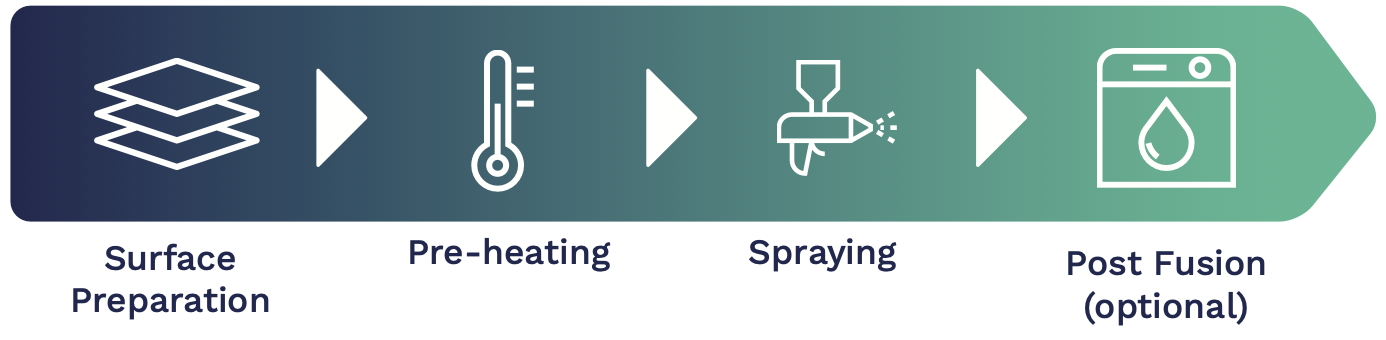
Electrostatic Spraying Process
Electrostatic spray coating consists of depositing electrically charged powder particles on the metal surface at ambient temperature. The electrostatic charge is obtained by conveying the powder through a special spraying device, such as “corona” or “tribo” spray gun. The charged powder particles are attracted to the grounded part to be coated. The powder-coated part is then moved into an oven where the Rilsan® powder fuses to produce a smooth and non-porous coating. Two series of Rilsan® grades are suitable for this application process: the Rilsan® ES and Rilsan® ESY ranges.
Download the brochure for electrostatic spray coating
 |
 |
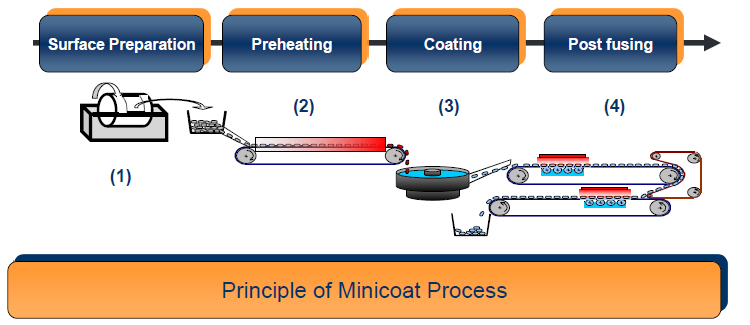
Minicoat / Maxicoat Process
Arkema has originally developed a process under the name “Minicoat” for the coating of small articles. Based on this process, Rilsan® MC grades and Rilsan® Techline grades are specially designed for the coating of small items, like adjustors in the lingerie industry. MC grades have an average particle size of around 50 microns that allow for very high productivity and controlled thickness.
Literature on Rilsan® Fine Powders
To learn more about Rilsan® Fine Powders' properties you can go to our literature page. You can find a rich library of brochures and articles on various processing technologies and applications.